| פריט | לְטִישָׁה | יְצִיקָה |
| תהליך | פרזול הוא תהליך שבו באמצעות מכונת פרזול לגרום לריק המתכת לייצר דפורמציה פלסטית, על מנת לקבל תכונות מכניות, צורה וגודל מסוימות.באמצעות פרזול ניתן לבטל את המתכת להטיל פגמים רופפים בתהליך ההיתוך, לייעל את המבנה המיקרו, לשמור על זרימת המתכת המלאה, כך שהמאפיינים המכניים של פרזול טובים יותר בדרך כלל מאשר יציקה של אותו חומר.רוב החלקים החשובים של המכונה שדורשים עומס גבוה ומצב עבודה רציני ישימו חלקי חישול. | יציקה היא תהליך המכניס את המתכת הנוזלית לתוך חלל היציקה, לאחר קירור והתמצקות כדי לקבל את החלקים הנדרשים. |
| חוֹמֶר | חומרי חישול עושים שימוש נרחב בפלדה עגולה, פלדה מרובעת.ישנן פלדת פחמן, פלדת סגסוגת, פלדת אל-חלד וכן מתכת אל-ברזלית אשר מיושמת בעיקר בתעשיית החלל והדיוק. | היציקה בדרך כלל מאמצת ברזל יצוק אפור, ברזל יצוק דקטיל, ברזל יצוק מתגמש ו"פלדה יצוקה. יציקה נפוצה של מתכת לא ברזלית: פליז, ברונזה פח, ברונזה wuxi, סגסוגת אלומיניום וכו'. | בתנאים המקבילים, למתכת פרזול יש ביצועים טובים יותר בתכונות מכניות, בעוד שהיציקה עדיפה ביציקה. |
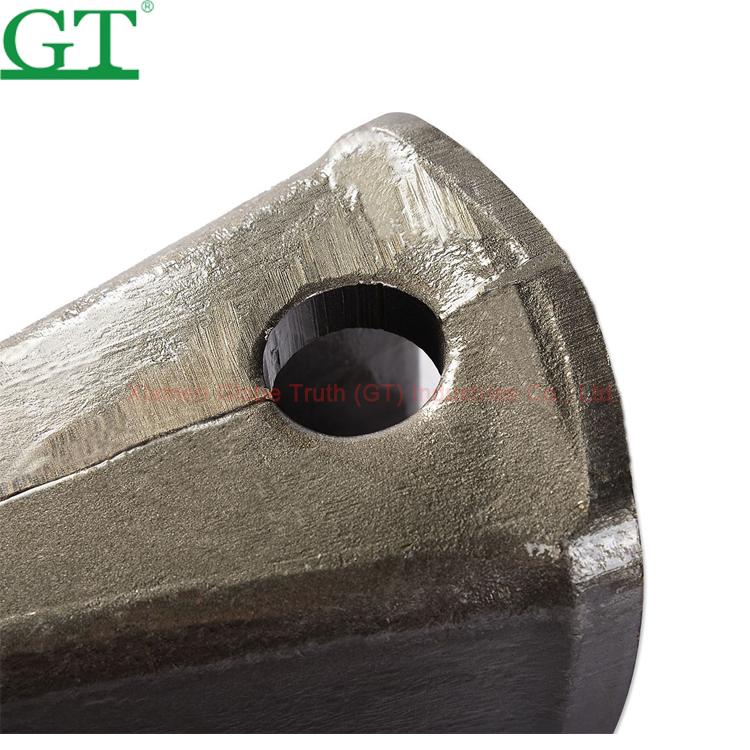
| מראה | תגובת חמצון של חישול פלדה במהלך תהליך הטמפרטורה הגבוהה תגרום לגרגרי קילין קלים על פני השטח של שיני הדלי המחושלות.כמו כן, מכיוון שהפרזול נעשה על ידי יציקה, לאחר הסרת חריץ הקצבה בתבנית, יהיה קו פרידה בשיני הדלי המחושלות. | יש עקבות חול ועפיפות יציקה על פני השטח של שיני דלי יציקה. |
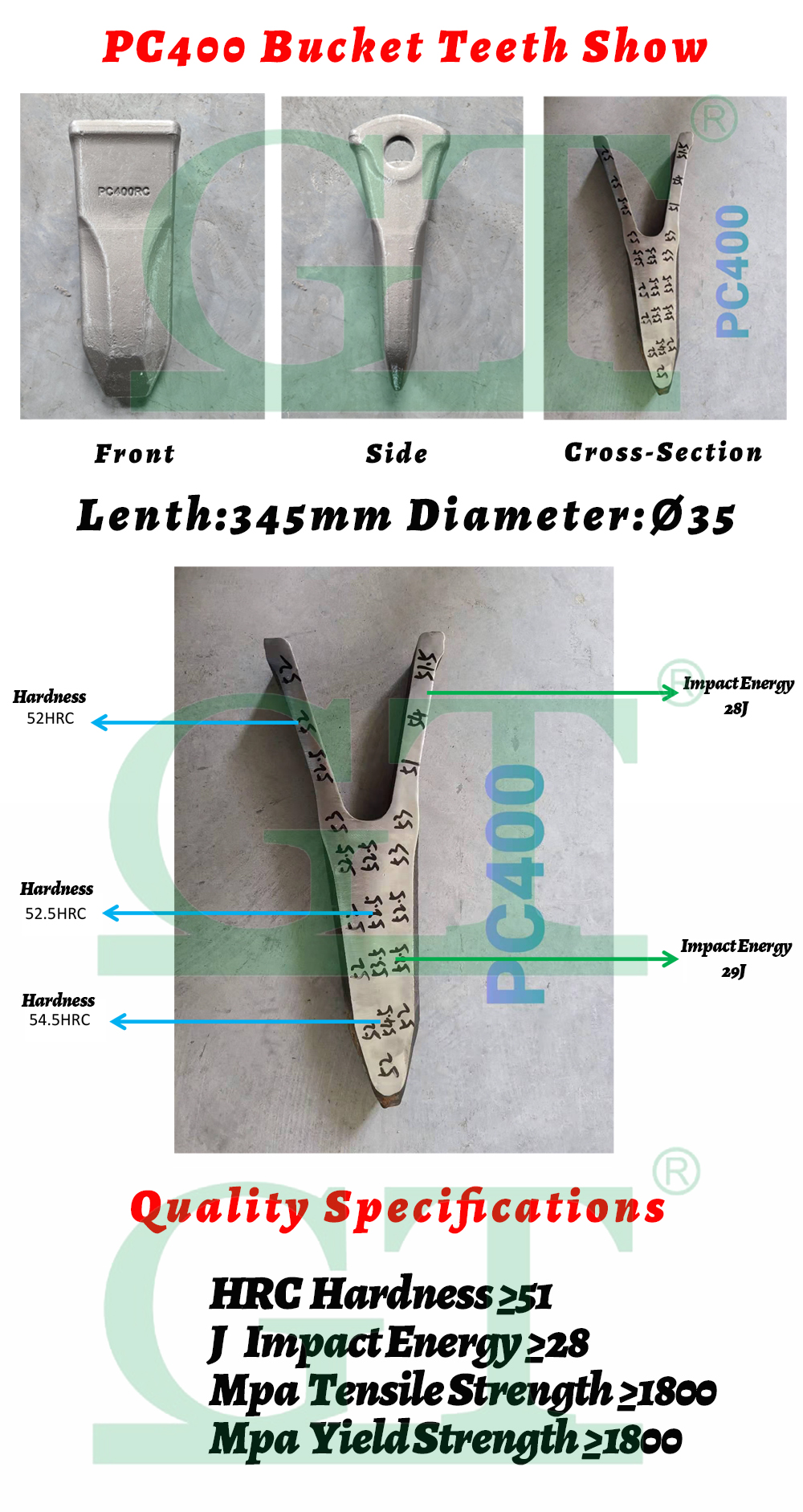
| רכוש מכני | תהליך חישול יכול להבטיח את המשכיות סיבי המתכת, ולשמור על זרימת מתכת מלאה, להבטיח תכונות מכניות טובות וחיי שירות ארוכים של שיני הדלי, שתהליך היציקה אינו ניתן להשוואה. | בהשוואה לחלקי יציקה, ניתן לשפר את המבנה והתכונות המכניות של המתכת לאחר חישול.ארגון היציקה לאחר חישול דפורמציה תרמית, הגביש המגושם המקורי והגרגר העמודי משתנים לגרגרים עדינים, וארגון התגבשות איזומטרי אחיד, מאפשרים למבנה של הפרדה מקורית בתוך מטיל, אוסטאופורוזיס, הכללת סיגים נקבוביות וקומפקטי אחר להיות הדוק יותר, ובכך לשפר הפלסטיות המתכתית והתכונות המכניות.
פרזול הוא לקבל את הצורה הנדרשת על ידי לחיצת המתכת באמצעות דפורמציה פלסטית, בדרך כלל על ידי פטיש או לחץ.תהליך פרזול מציע מבנה גרגירי עדין, ומשפר את התכונות הפיזיקליות של המתכת, בשימוש מעשי, תכנון נכון יכול להבטיח את זרימת התבואה לכיוון הלחץ העיקרי.בעוד יציקה היא לרכוש חפצים ליצירת מתכת בכל מיני שיטות יציקה, כלומר להכניס את המתכת הנוזלית לתוך התבנית המוכנה כדי לקבל צורה, גודל ותכונות מסוימות, על ידי התכה, יציקה, הזרקה או שיטת יציקה אחרת, וניעור לאחר קירור, ניקוי וטיפול סופי. |