| פָּרִיט | לְטִישָׁה | יְצִיקָה |
| תַהֲלִיך | חישול הוא תהליך בו משתמשים במכונת חישול כדי לייצר דפורמציה פלסטית של מתכת גולמית, על מנת להשיג תכונות מכניות, צורה וגודל מסוימים. באמצעות חישול ניתן לבטל פגמים רופפים של מתכת בתהליך ההתכה, לייעל את המיקרו-מבנה ולשמור על זרימת מתכת מלאה, כך שהתכונות המכניות של חישול בדרך כלל טובות יותר מאשר יציקה מאותו חומר. רוב החלקים החשובים במכונה הדורשים עומס גבוה ותנאי עבודה קשים משמשים בחלקי חישול. | יציקה היא תהליך בו מכניסים מתכת נוזלית לחלל היציקה, לאחר קירור והתמצקות, על מנת לקבל את החלקים הנדרשים. |
| חוֹמֶר | חומרי חישול משתמשים באופן נרחב בפלדה עגולה ופלדה מרובעת. ישנן פלדת פחמן, פלדת סגסוגת, פלדת אל-חלד וגם כמה מתכות לא ברזליות המשמשות בעיקר בתעשייה החללית והדיוק. | יציקות בדרך כלל משתמשות בברזל יצוק אפור, ברזל יצוק רקטיל, ברזל יצוק גמיש ו"פלדה יצוקה". יציקות נפוצות כוללות מתכות לא ברזליות: פליז, ברונזה בדיל, ברונזה וושי, סגסוגת אלומיניום וכו'. | בתנאים שווים, לפריסה מתכת יש ביצועים טובים יותר בתכונות מכניות, בעוד שיציקה עדיפה על עיצוב. |
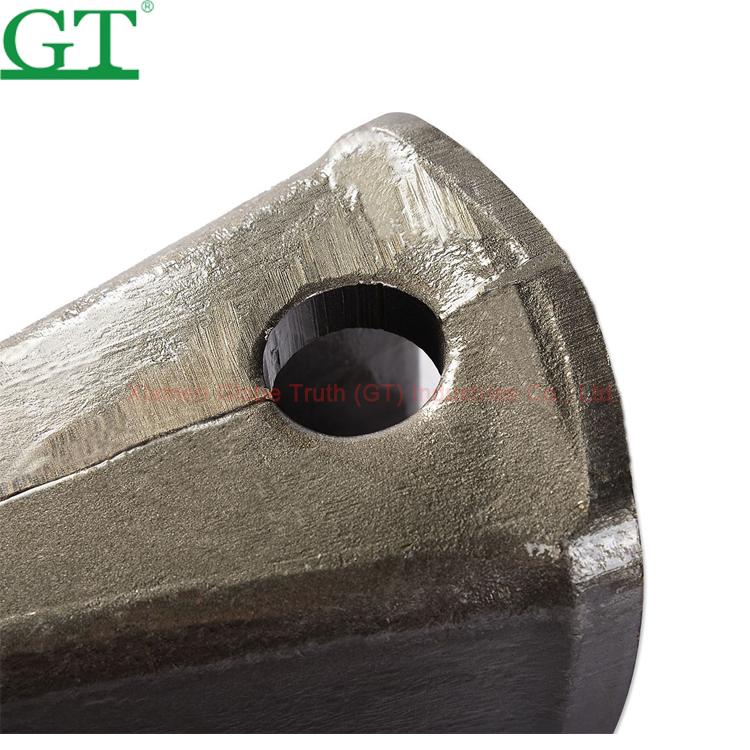
| מראה חיצוני | תגובת חמצון של פלדת חישול במהלך תהליך בטמפרטורה גבוהה תגרום לגרגירי קילין קלים על פני השטח של שיני הדלי המחושלות. כמו כן, מכיוון שהחישול מתבצע על ידי יציקה, לאחר הסרת חריץ התוספת בתבנית, יהיה קו פרידה בשיני הדלי המחושלות. | ישנם עקבות חול ושריטות יציקה על פני שיני דלי היציקה. |
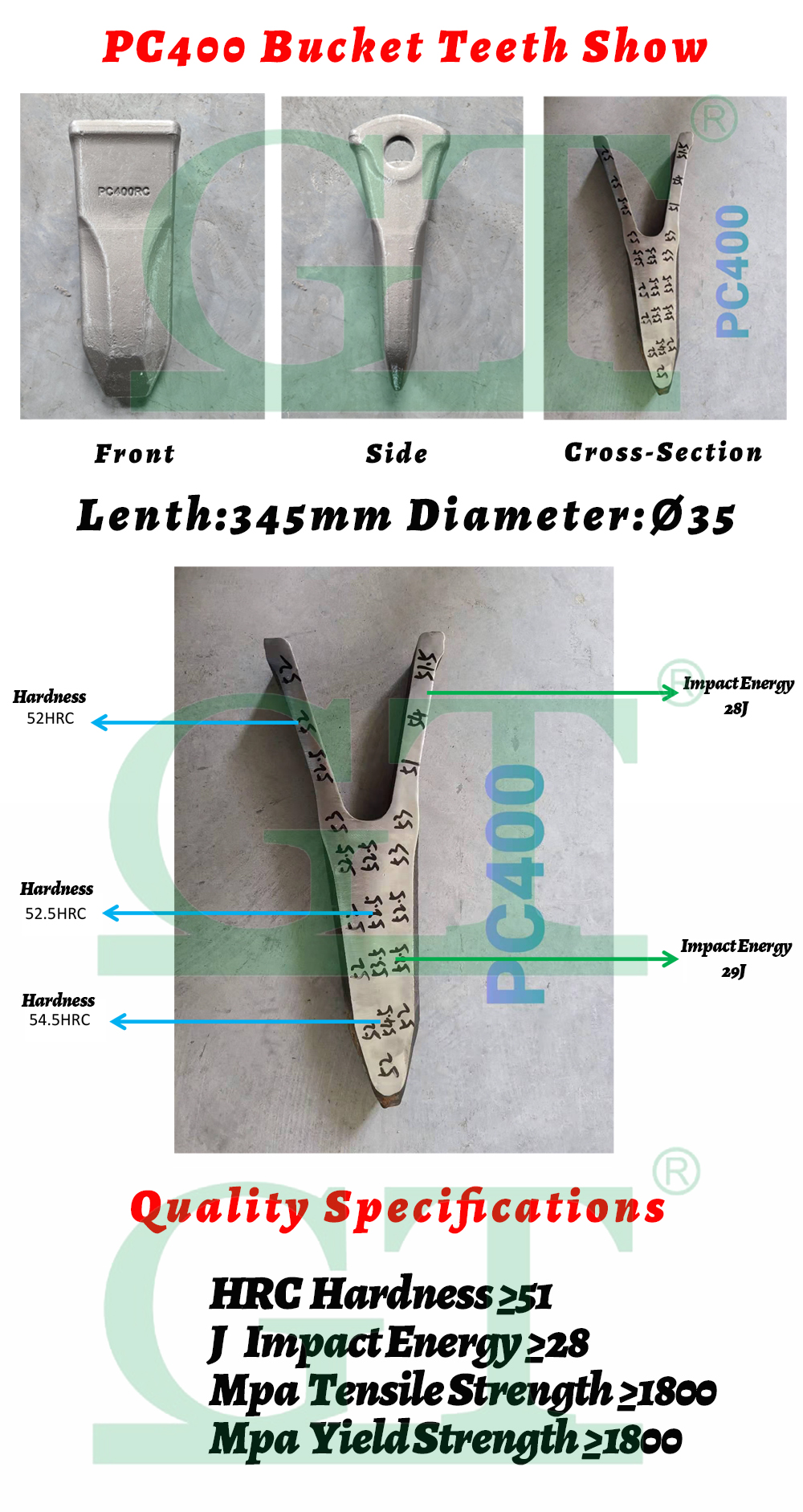
| רכוש מכני | תהליך היציקה יכול להבטיח את המשכיות סיבי המתכת, ולשמור על זרימת מתכת מלאה, להבטיח תכונות מכניות טובות וחיי שירות ארוכים של שיני הדלי, תהליך יציקה שאין דומה לו. | בהשוואה לחלקי יציקה, ניתן לשפר את מבנה המתכת ואת התכונות המכניות שלה לאחר הזיוף. ארגון היציקה לאחר הזיוף עיוות תרמי, הגביש המגושם והגרגירים העמודיים המקוריים משתנים לגרגירים דקים, וארגון אחיד של עיבוד מחדש איזומטרי מאפשרים דחיסה הדוקה יותר של המבנה המקורי בתוך המטיל, אוסטאופורוזיס, הכללת סיגים נקבוביות ועוד, ובכך משפרים את הפלסטיות והתכונות המכניות של המתכת.
חישול הוא קבלת הצורה הנדרשת על ידי לחיצה על המתכת באמצעות דפורמציה פלסטית, בדרך כלל באמצעות פטיש או לחץ. תהליך החישול מציע מבנה גרגירי עדין ומשפר את התכונות הפיזיקליות של המתכת. בשימוש מעשי, תכנון נכון יכול להבטיח את זרימת הגרגירים בכיוון המאמץ העיקרי. בעוד שיציקה היא קבלת עצמים לעיצוב מתכת באמצעות כל מיני שיטות יציקה, כלומר הכנסת המתכת הנוזלית לתבנית מוכנה כדי לקבל צורה, גודל ותכונות מסוימים, על ידי התכה, יציקה, הזרקה או שיטות יציקה אחרות, וניעור לאחר קירור, ניקוי וטיפול סופי. |